
 English
English Français
Français Español
Español
材料
活塞表面涂层工艺
活塞表面涂层工艺对于发动机的性能、耐用性和效率至关重要。不同的部位(如裙部、头部、环槽)工作环境和要求不同,因此会采用不同的涂层技术。下面表格总结主流的活塞涂层工艺。
| 部分 | 涂层类型 | 主要材料/工艺 | 核心功能 | 适用场景 |
| 活塞裙 | 固体润滑膜 | 石墨,MoS₂ | 减少摩擦,防止磨损,提高磨合性能 | 传统工艺,通用发动机 |
| 二硫化钨(WS₂) 涂层 | WS₂固体润滑膜 | 减少摩擦、耐高温、抗氧化 | 高温条件下的活塞、环、销 | |
| 锡涂层(Sn涂层) | 化学镀锡 | 提高磨合性能,良好的油亲和性,防止停滞 | 铝制活塞裙 | |
| 活塞头 | 硬阳极氧化 | Al₂O₃氧化膜 | 耐高温、耐磨、耐腐蚀、隔热 | 汽油发动机和柴油发动机的活塞头 |
| 微弧氧化(陶瓷层) | 陶瓷层(例如Al₂O₃) | 高硬度、耐高温冲击、耐腐蚀 | 高性能发动机的活塞头 | |
| 环槽区域 | Ni-SiC复合电镀层 | 镍基碳化硅复合涂层 | 增强硬度和耐磨性 | 铝活塞环槽 |
涂层工艺
介绍

石墨涂层
这是一种应用于活塞裙部的常见固体润滑涂层。
镀锡
主要用于活塞裙部,旨在极大改善发动机的初期磨合性能。
阳极氧化
主要用于活塞顶部(头部),生成一层坚硬、耐热、绝缘的氧化铝陶瓷层。
微弧氧化
又称等离子体电解氧化(PEO),是阳极氧化的升级版,用于生成更厚、更硬、结合力更强的陶瓷层,主要用于活塞顶部和环槽。
20
+
行业经验
1000
+
产品规格
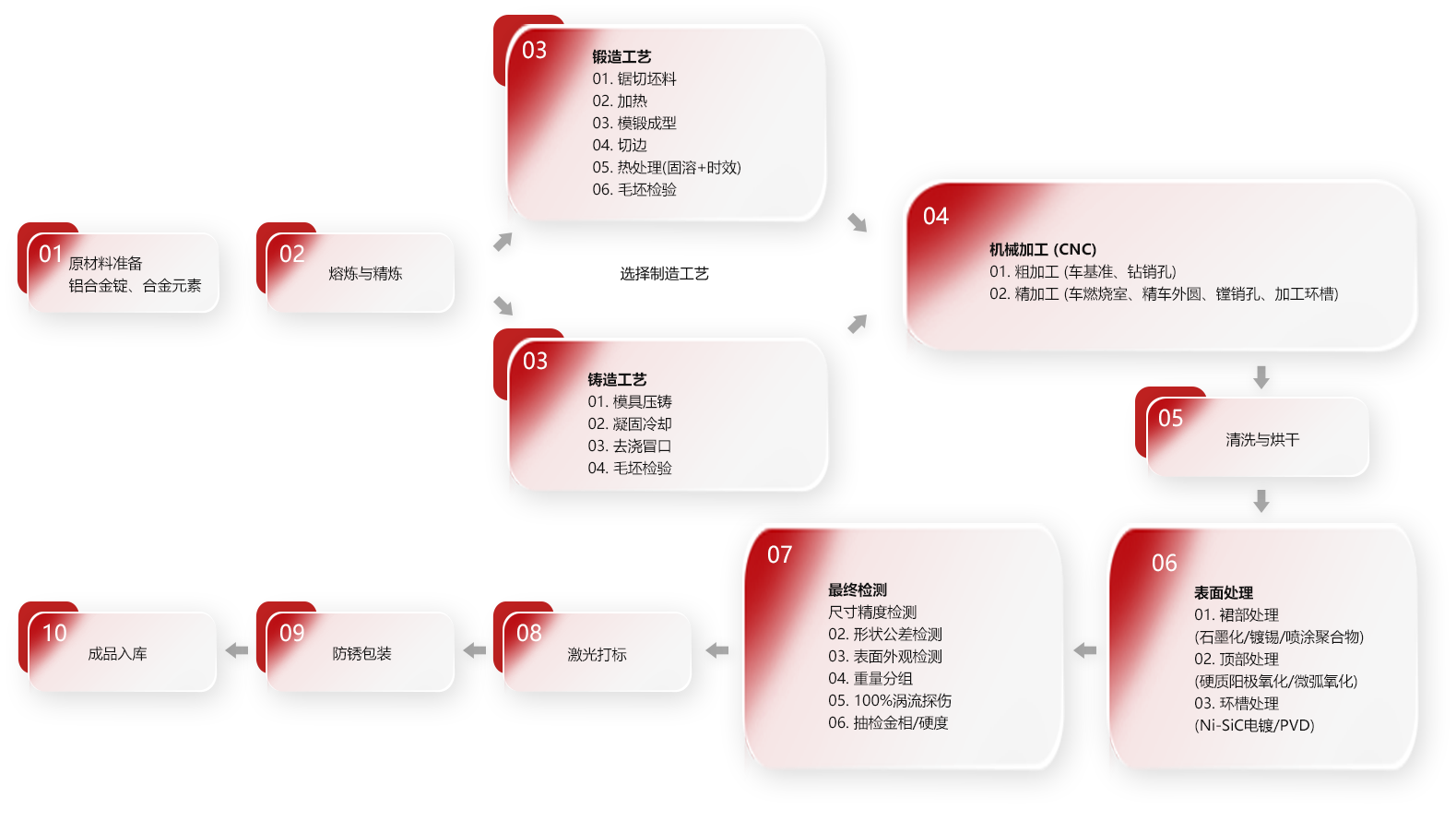
活塞制造流程
保持联系
瑞安市正基机车部件有限公司是一家专业从事汽车、摩托车及舷外机活塞研发、生产及销售的汽摩配制造企业。
微信

© 瑞安市正基机车部件有限公司
